|
|
*Премьер инфо* Введение Вальцы Оценка выгоды Продукция Видео/VIDEO |
|
|
*Производство* Воскобойное производство Вощинное производство |
|
|
*Узнайте больше* Про вощину Про воск Наващивание Вопрос-ответ Переписка с автором проекта |
|
|
|
Контакты Другие ресурсы
|
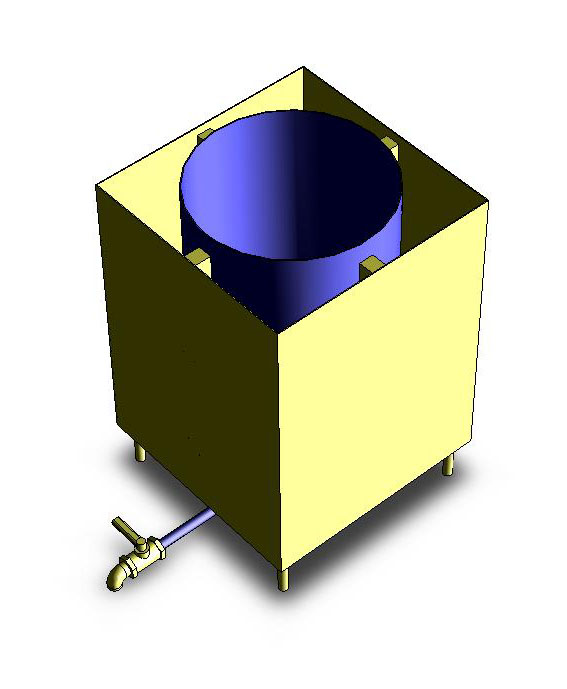
| Воскобойное производство | |||||
В серьезных трудах это словосочетание толкуют как выработку пчелиного воска из различных сортов воскового сырья путем его прессования. Сейчас мы начинаем разговор о полуфабрикате, из которого будем после вырабатывать вощину. Часть первая От пчеловодов мы получаем воск в виде суши, вытопок или мервы. Сразу под вальцы ни один из этих продуктов, естественно, пустить невозможно. Ах, да, здесь же не все понимают значение терминов! Пардон! Все поясним, айн момент. Значит, СУШЬ – это соты, из которых мед уже извлекли, а их забраковали, не стали снова подставлять пчеле. И в виде ломаных, скомканных сот отдали нам на переработку. ВЫТОПКИ – это, мы поняли, есть то, что вытопили. То есть пчеловод потрудился и перед сдачей воска в нашу мастерскую перетопил выбракованные соты в слитки. И мы назовем такого пчеловода молодцом и заплатим при приемке ему больше, чем за сушь. МЕРВА – есть, то, что осталось при перетопке воска. Пыльца, мертвые личинки, их какашки, коконы и прочая грязь, воск из которой вытопить не удалось. И все же в мерве содержание воска может быть весьма высоким. Цена за сдачу этого сырья не велика. Возвращаемся к нашим баранам – к воскобойному производству. Вытопки мы пока не трогаем вообще до стадии очистки. Все, что написано до очистки, относится к суши и мерве. Схема процесса такова: измельчение – запаривание – разваривание сырья – прессование – очистка и формование воска – сушка мервы. Естественно и разумеется, кроме самого производственного помещения, где мы катаем вощину, у нас должен быть склад, в котором хранится сырье. Условий для складского помещения не много. Во-первых, оно находится не далеко от производственного цеха, во-вторых, склад у нас должен быть со сквозняком и холодным. Сквозняк предотвращает от сырости, а холодный он должен быть для того, чтобы восковая моль (есть такой мелкий паразит, пчелинной огневкой зовется) не заводилась, личинки, куколки и яйца ее гибли в холодное время года. В-третьих, пол склада желательтно забетонировать и располагать на нем сырье навалом по сортам. Теперь подробнее остановимся на пунктах процесса переработки воскового сырья нашего с вами производства. ИЗМЕЛЬЧЕНИЕ требуется там, где пчеловоды «догадались» хорошенечко скомкать свою сушь перед сдачей. Чем измельчать, мы уж рассказывать не станем. Дурная сила и что-нибудь чижолое да корявое – секрет успеха во всех начинаниях. ЗАПАРИВАНИЕ производится острым кипятком в чанах. Раньше предлагалось это делать в деревянных емкостях. Где сейчас достать такие и уж тем более, как их изготовить, сказать трудно. Хорошо достать большие алюминиевые кастрюли, в которых готовят общепитовский харч. Помните, что кипяченая вода должна быть мягкой (сточная с крыши или речная)! Конечно, если с мягкой водой проблемы, то можно и обычной залить, но лучше порешать с мягкой. Тем более, что в следующей стадии переработки без мягкой водички не обойтись. Емкости с запаренным сырьем хорошо укутываются. Оптимальный вариант это купить листы пенопласта, раскроить их так, чтобы склеить из них ящики, в которые поместятся чаны. Ящики эти, ясно-понятно должны быть проклеены (монтажная пена, либо клей для полистирола) и иметь съемные крышки. Расчет по времени на запаривание около суток, можно и меньше. Важно, чтобы сырье набухло и разваливалось. РАЗВАРИВАНИЕ. Вот есть у нас подготовленное к переработке сырье, оно содержит как воск, который в последующем требуется отжать, так и бурую нерастворимую массу, которая этот воск пока еще не отпускает. А мы нагреем всю эту дребедень в мягкой (здесь уже обязательно только мягкой) воде на огне в баке. И снова повторимся: посуда должна быть или из нержавейки, или эмалированная, или алюминиевая, железо, медь, оцинковка исключаются. Ну, найдите столовские кастрюльки, что, пункты приема цветмета перестали существовать? Вообще, можно разваривать сырье острым паром, но в условиях кустарной мастерской сие есть неоправданное расточительство энергии. По нашему скромному мнению, конечно. Все, мы обеспечили максимальную текучесть воска, соответственно подготовили его к прессованию. ПРЕССОВАНИЕ. Чрезвычайно важная стадия процесса. Ну был бы у нас заводской воскопресс, какая беда, швырнул в него разваренное сырье в холщовом мешке и всех делов. Так нету у нас такового приспособления. Что ж теперь, прощай мечта о маленьком собственном производстве. Нет, брат, шалишь, а смекалка предков на что? Старики делали так. Брали две доски, скрепляли их между собой шарниром со стороны торца и выходила у них абракадабра, похожая на деревянные щипцы, которыми хозяйки достают белье из стиральной машины. Вроде бы «лисицей» такой пресс звался встарь. Многие пчеловоды и нынче таким пользуются. Дальше все просто: палки-отжималки размещаются на небольшой скамеечке, между ними мешочек с разваренным сырьем, в мешочке помимо сырья есть дренаж (солома, осот и подобное). Под скамеечкой емкость, куда стекает жидкий воск. После отжатия порции воска, мерва удаляется, а дренаж используется многократно. ОЧИСТКА. Вот мы и добрались до предпоследней стадии, которая в процессе воскобойного производства может быть и последней. Чаще всего очистку воска производят отстаиванием. До очистки воск еще не очень эстетичен, а после ее он становится просто заглядением. Отстаивание проводится тем же путем и при помощи того же оборудования, что и при запаривании. Здесь эффективность очистки напрямую зависит от длительности нахождения воска в текучем состоянии. Чем дольше воск будет жидким, тем более мелкие частички грязи покинут его, упадут сквозь слой воды на самое дно. Очистили. Молодцы! А дальше формовка. ФОРМОВАНИЕ эта стадия в некоторых случаях не требуется. Например, когда мы с вами нашли сбыт воска в соседнем регионе по очень интересной цене. Закинули в кузовок восковые «блины», свезли туда и продали. А на разнице в цене накапливаем подкожно-жировую ткань организма. И все же есть здесь серьезное НО… сложность в том, что получить от пчеловодов дефицитный продукт воск без обмена на вощину очень непросто. Поэтому, стадию формования мы не опускаем, а венчаем ею наше воскобойное производство. Формы могут быть различными: пирамидки, диски, кирпичики, да что угодно. Важно, чтобы в изготовлении форма была проста, и объем отливки не превышал 10 кило, а то в больших фигурках образуются малопривлекательные полости. Вернее всего, мы с вами изготовим этакие лоточки с небольшущенькими бортами (сантиметра полтора-два) и будем в них лить восковой расплав, не забывая вперед смачивать лотки водой, чтобы хорошо отлипало. Величина наших плиток будет 270х270 или 270х360 мм, а толщина сантиметр-полтора. Можно, конечно обойтись и неформованными «блинами», никаких лотков не затевать – это в том случае, когда пластины перед прокаткой на вальцах мы изготавливаем окунанием фанерки или стеклышка в распущенный воск. Но пока забегать не будем, все в свою очередь. Весь воскобойный процесс мы прошли. Алес… А нет, не алес никакой! Часть вторая.
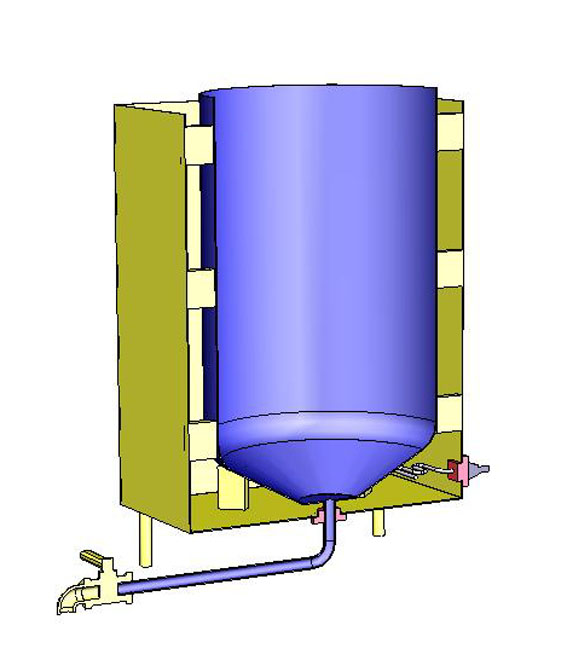
Часть вторая короче первой, правда? Так обрабатывать давальческий воск эффективнее, а сложности с изготовлением масляной воскотопки покрываются впоследствии многократно. Не захочется самим проектировать и делать воскотопку-стерилизатор, обращайтесь. |